[摘 要]
介绍通用级沥青熔融纺丝的工艺,结合作者自己工作经历,具体讨论沥青性质,纺丝温度,纺丝压力,卷绕速度,喷丝板微孔大小,选用滤网的孔径大小等因素对纺丝的影响,并适当引用文献资料,以期对通用级沥青纺丝有一个概括性的认识。
通用级沥青炭纤维,即所谓的低强、低模炭纤维,一般强度在 600 MPa 以上,杨氏模量在 40~60 GPa;断裂伸长率在0.8 %~1.0 %[1]。虽然强度低,但有独特的优良性能,这是 PAN 炭纤维所不具备的。突出表现是不含硫及其他重金属,有良好的自润滑性能和柔韧性,炭含量高,导电性能优良,而且原料沥青资源丰富,炭化收率高,正是由于其独有的优势,自 20 世纪 70 年代以来,发展异常迅猛。为了加快生产线的建设,也为了更好的消化吸收日方技术资料,我公司自 2006 年与中科院山西煤炭化学研究所密切合作,在太原实验基地先后建立了上海一二三套熔纺丝扩试装置,通过熔纺扩试装置评价不同沥青原料的可纺性能,探索熔纺的最佳扩试工艺条件,为熔纺产业化提供设计参数。在本文中,通过对原料沥青性质,纺丝温度,纺丝压力,卷绕速度,喷丝板微孔大小,选用滤网的孔径大小等因素的讨论,对通用级沥青纺丝得出概括的认识。
1 熔融纺丝工艺及其影响因素
1.1 熔融纺丝工艺流程
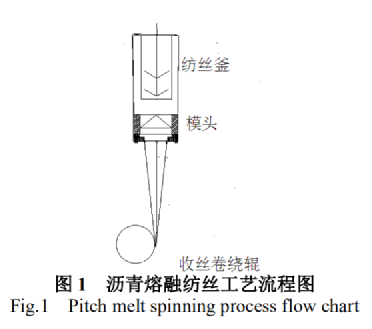
首先是纺丝沥青原料在纺丝釜中加热热熔,沥青热熔后向釜内通入氮气,在氮气加压作用下,熔融沥青在釜底喷丝孔处挤出,设置在纺丝釜正下方的收丝滚筒收集并牵伸被挤出的沥青丝,沥青原丝卷绕在收丝滚筒上即完成收丝。其工艺流程如图 1 所示。
1.2 影响因素
纺丝过程中,影响沥青可纺性和原丝质量的因素很多,主要有:
作为对纺丝工艺的模拟,从数学角度建立一个精简的模型,有助于更好认识纺丝,这里定义如下函数:R—原料参数(只与沥青原料性质有关,对一种原料为常数),纺丝时,如果过滤网,喷丝板均选定,对于同一种纺丝沥青来讲,(1)式可简化为:

(3)式表示,选定滤网和喷丝板以后,纺丝暂与滤网,喷丝孔无关,这样,由(2)式易见,影响原丝质量的主要因素是 T,P,V,熔纺中这三者是相互影响的,选择三者的最佳配合参数,获得最大 Q 值。如此工艺条件熔纺的原丝纤维直径细,直径一般是<15 μm,离散系数小,丝径较均匀,原丝表面平滑,断头少,经后续空气不熔化、高温炭化后,可以获得强度模量较高的通用级炭纤维。
1.2.1 精制沥青原料的影响
通用级纺丝用的各向同性沥青是将石油沥青或煤沥青经特殊工艺调制而成。原料沥青性能的好坏对通用级炭纤维制备各环节影响很大,直接决定最终炭纤维的质量,纺丝沥青要同时具备下列条件:(1)应具有合适的软化点,沥青软化点过低,熔纺容易实现,但不熔化不容易通过,最终炭化收率低,沥青软化点过高,虽然不熔化容易通过,而且炭化后收率很高,但熔纺很难实现。就我们自己的纺丝实际操作来看,对通用级沥青纺丝而言,可纺性好的沥青原料一般 SP 应在 250~280 ℃。(2)沥青的粘度随温度的改变而变化,温度的变化与黏度成反比关系,温度越高沥青的黏度越低,纺丝沥青必须具备较好流变性的,而流变性的好坏主要取决于沥青的分子结构、平均分子量的大小及分子量大小比例分布等。(3)沥青分子反应活性高,使其沥青丝在氧化处理时不熔并容易不熔化和炭化,且炭化收率高,具有较好的柔软性。因此,必须对沥青原料进行必要的调质处理,以满足 CF 生产工艺的要求。
1.2.2 熔纺温度的影响
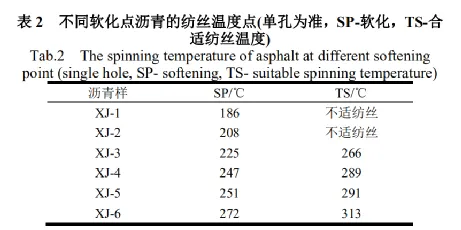
通过大量扩试验证,熔纺温度一般高于沥青软化点 70 ℃左右,在熔纺中,温度稍高点对熔纺的实现有帮助,但温度不易过高,因为在高温下沥青大分子会发生缩聚反应,容易高温焦化,焦化后沥青失去流通性,便失去了使用价值。一般纺丝沥青在 N2保护的条件下半焦化温度约为 500 ℃[2],选择最佳的熔纺温度是提高可纺性和控制沥青纤维质量的关键,纺丝温度的选择取决于沥青原料的性质(如软化点、分子量、分子量分布等)。可以根据不同的沥青原料,选择其相应的最佳纺丝温度。实验表明,纺丝温度约为 Tsp+20 ℃≤Ts≤Tsp+80 ℃。表 2 列出了不同软化点的乙烯沥青的最佳纺丝温度。
我们经过多次实验认为,在纺丝温度范围内,高温低压丝纺是获得高质量沥青原丝的途径之一,同时,板温比料温低 15~20 ℃区间是较好选择。在这一区间,料温可以较好补偿板温损失,又不致板温过高。
1.2.3 过滤网孔径的影响
在熔纺扩试过程中,通过使用不同孔径规格的过滤网,探索不同规格过滤网对原料沥青中喹啉不熔物和其他机械杂质去除能力,通过过滤网对沥青的过滤,热熔下的沥青流变性能更好,不会堵塞喷丝孔,出丝连续稳定。本文扩试中使用的是同一种沥青原料(东岛 SC),在纺丝实践中通过使用 120 目至 1500 目的不同滤网组合可以感受,过滤网孔径的变小使断头率下降,但并不显著,但有无滤网会显著影响到纺丝稳定性。在滤网存在条件下,可纺性均较好,这主要是所选用的原料沥青本身喹啉不溶物含量较低,杂质较少。通过过滤网对大的杂质的去除,熔纺出丝更加稳定,能够连续纺长丝,通过大量试验,东岛原料沥青熔纺宜采用 800~1000 目的过滤网。
1.2.4 喷丝板孔径的影响
喷丝板是熔纺装置中很重要的精密部件,在计量泵精确计量下,在一定压力下熔体沥青通过喷丝板上的微孔形成一定直径和质地细密的沥青纤维,在扩试中,上海一套、上海二套熔纺装置分别采用 200 孔与 500 孔的喷丝板,整个喷丝板出丝稳定,丝径较均匀,离散系数小。喷丝板上开孔的的形状及孔特征尺寸对熔纺纤维的质量有很大的影响,熔纺过程中,喷丝板孔径的改变会引起熔纺系统的压力降及牵伸阻力的改变。对于同一种原料,所选喷丝板孔径及长径比主要依据原料沥青的流变性特征。在上海一套、上海二套熔纺装置扩试中,采用东岛纺丝沥青为原料,经过综合考虑,我们主要使用孔径 0.3 mm,长径比 3∶1 的喷丝板。
1.2.5 牵伸比
牵伸比是指喷丝板直径与纤维的丝径之比,通用级炭纤维的强度和模量跟丝径有很大的关系,丝径越细的原丝,经过后续空气不熔化和高温炭化后,炭丝的强度和模量越大。同时原丝丝径越小,空气不熔化容易通过,不熔化和炭化时间缩短,能够后续不熔化和炭化较易实现和节能。因此当喷丝板孔径一定时,提高纤维的牵伸比,便能减小纤维的丝径。然而随着牵伸比的增大,沥青纤维越细会造成原丝容易断裂,使熔纺性能降低。综合考虑后采用合适的牵伸比,以便熔纺的原丝合格率达到要求,同时容易通过后续的不熔化和炭化,在熔纺过程中,在不影响可纺性条件下,应尽量提高纤维的牵伸比。
2 结语
综上所述,熔纺温度,熔纺压力,牵伸速率,喷丝板孔径,过滤网孔径及牵伸比是影响熔纺性能和炭纤维质量重要因素。各因素又是相互影响和制约的,因此,熔纺中,各参数的匹配是很重要的,对于一定的原料沥青,都会有相应的可纺温度范围,在此范围内确定一个最佳纺丝温度。一般情况是,在熔纺性能满足要求的前提下,制取高质量的沥青原丝宜采用高温低压纺丝;在能够连续纺长丝的前提下,应提高纤维的牵伸比,以便减小原丝丝径,这样能够为原丝后续处理很有帮助同时提高炭丝的性能。在多孔熔纺过程中,喷丝板表面存在温度梯度,喷丝板中心温度最低,从中心到边缘是逐渐升高的,这是导致多孔纺丝不均匀的重要因素,就各向同性纺丝沥青熔融纺丝而论,过滤网孔径不必选用太小,一般采用 300~1000 目为宜;应选用高软化点(>250 ℃) 低 QI 的沥青原料作为纺丝沥青。